
销售/维修cnc数控机床 电话咨询 139****1303 手机浏览 纠错/管理
丽驰加工中心机能够解决企业现在的痛点
发布时间:2019-04-10 10:12:46 收藏
随着加工制作业的持续发展,一些高度复杂的曲面工件和多工序加工工件已经司空见惯,并且其精细化加工要求也原来越高。对其*终加工精度的要求和表面质量动辄都在0.01mm甚至更高。这类工件通过传统加工机床进行加工很难很好的完成。特别是复杂曲面工件,因传统加工设备是通过手工操控,根本无法进行高精度的曲线走位因而也就无法加工;对于多工序工件的加工,只能说是勉强胜任。不过加工效率是很低下的,丽驰加工中心机能够解决现在痛点,加快加工工作效率。
我们知道,多工序工件在普通加工设备上进行传统加工,需要在几台甚至十几台不同的加工机床上流转进行,多次装夹找正和等待加工将耗费大量的非加工时间,因而加工效率很难提升。为了打破这种加工局限,立式加工中心得到批量应用也就不足为奇了。原因在于这种加工机床不仅是由CNC数控系统控制,而且还配置有刀库及自动换刀装置,通过这些先进功能部件的控制,可以实现高度自动化和复合集中加工的能力。因而是高度复杂工件和多工序加工工件进行高精、高效加工的主力生产设备。笔者就多年从事一线加工的经验,简单介绍一下,影响立式加工中心工件高速切削的几个重要方面,希望能带给大家一点启示。

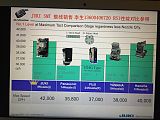
丽驰加工中心机对高度复杂曲面和多工序工件进行高效率的精细化加工,是立式加工中心*为主要的加工特性。这种加工设备除了因配置有刀库及自动换刀装置,使得机床可以进行工件各加工刀具的自动更换以外,还具有高速加工的特点。其主轴转速一般都在8000转每分钟有些机型甚至达到了几万转,进给系统的快移速度更是达到了24米每分钟以上。这些优秀的机床属性为工件进行高速切削奠定了基础。不过,高速切削不同于普通切削,对工件*终的加工精度和表面质量影响因素很多。归纳起来主要有机床方面的因素、刀具因素、工艺系统方面的因素、加工工艺因素及工件自身因素等几个重要方面,我们着重看一下几个较为典型的因素。
一、机床方面的因素
我们所说的工件高速切削是指在保证工件加工精度的前提下完成的高效率加工。当然,机床具有高速切削性能是实现工件高速切削的必要条件。前面我们说过,丽驰加工中心机具有这种高速加工的特点。
总体上来说,实现这种加工形式机床方面需要具有下面几个:
1、具有较高转速的主轴及进给系统
立式加工中心*为核心的部件是主轴和进给系统,主轴系统的回转精度和回转速度是保证工件高速切削的关键,这就要求所配置的主轴系统要结构紧凑、重量轻、刚性强、惯性极小以及相应特性好等几个关键指标。
进给系统方面也和主轴的要求一样在保证高速进给的同时,还要保证机床的定位精度和重复定位精度要达到机床设定的参数要求。
2、较为灵活的润滑及冷却方式
机床主轴高速运转势必会产生大量的高温,为了不使高温对主轴系统造成变形,润滑和冷却就是非常重要的一环,一般情况下对于长期运行在高转速状态的丽驰加工中心机主轴我们一般采用加装油冷机的方式进行冷却。润滑方面一般采用封闭油浸式,通过这两种手段可以确保机床主轴高速运行时的精度。
转载广东大川机械有限公司



































我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
重庆生产摄像头怎么收费 贴心服务 成都翔贝科技供应东莞一对一太极剑 深圳市太极禅文化传播供应数字万用表工作原理 深圳市美佳特科技供应河南自来水检测便携式多参数水质检测仪 欢迎咨询 浙江陆恒环境科技供应安徽衡器力学计量校准 服务至上 上海英菲计量设备检测供应山东瓷介电容器正负极 苏州华珏电子科技供应上海日本装饰膜制作 上海泳溪实业供应聚氨酯涂层收费 来电咨询 四川孚多新能设备制造供应晋中房屋检测鉴定 同测工程咨询供应盐城全套太阳能发电技术服务加盟 江苏希杰新能源科技供应本地灌浆料均价 上海海霸蓝鲨建筑修缮供应 上海海霸蓝鲨建筑修缮供应黔西途观LPro的销量怎么样 仁怀申众汽车销售服务供应成都空芯线圈单价 东莞市纳亨电子科技供应广西怎样选择实心无缝地磅销售电话 广州中衡称重设备供应上海长途搬家公司电话 上海民爱搬场服务供应固原专业的抖音运营 信息推荐 宁夏利福光网络科技供应延庆区连帮注射制鞋机多少钱 欢迎咨询 厦门满裕智能科技供应河南房地产宣传片拍摄大概多少钱 南京久视文化供应优势相位式激光测距传感器大小 米德克传感器供应广东直流减速电机型号 服务为先 深圳市顺昌电机供应苏州换向器焊接机价格 信息推荐 联盟自动化设备供应广州储能焊机型号 广州亨龙智能装备股份供应浙江心电检测尿检智能马桶价格 抱诚守真 攸太科技供应内蒙古高科技鞋柜护理机诚信合作 抱诚守真 广州泽中科技供应移动业务通信安全 信息推荐 上海上讯信息技术股份供应上海吹风烘干机厂家价格 上海柔龙科技供应苏州摆线针轮减速机维修找哪家 苏州飞得科机电供应苏州直角轴减速机价位 苏州飞得科机电供应广州SIR绝缘电阻测试价格 值得信赖 广州维柯信息供应上海小型废水蒸发器定制厂家 上海诃拜儒流体工程供应